

接地体(线)的连接应采用焊接,焊接处焊缝应饱满并有足够的机械强度,不得有夹渣、咬肉、裂纹、虚焊、气孔等缺陷,焊接处的药皮敲净后,刷沥青做防腐处理。石家庄优质线材拔丝厂家采用搭接焊时,其焊接长度如下:接地扁铁不小于其宽度的2倍,三面施焊。(当扁钢宽度不同时,搭接长度以宽的为准)。敷设前扁钢需调直,煨弯不得过死,直线段上不应有明显弯曲,并应立放。优质线材拔丝焊接长度为其直径的6倍并应双面施焊(当直径不同时,搭接长度以直径大的为准)。镀锌圆钢与镀锌扁钢连接时,其长度为圆钢直径的6倍。镀锌扁钢与镀锌钢管焊接时,为了连接可靠,除应在其接触部位两侧进行焊接处,还应直接将扁钢本身弯成弧形与钢管焊接。

圆钢:圆型断面钢材,分热轧、锻制和冷拉三种,热轧圆钢的直径5-250mm,其中5-9mm的常用做拉拔钢丝的原料,叫做线材;由于成盘供应也叫热轧盘条。锻制圆钢直么较粗,用做轴坯。优质线材拔丝直径3-100毫米,尺寸精度较高。方钢:指方型钢,热轧和冷轧两种;热轧方钢的边长为5-250毫米;冷拉方钢的边长为3-100毫米。热镀锌扁铁:宽12-300mm、厚4-60mm、截面为并稍带纯边的钢材。石家庄优质线材拔丝厂家接下来为您介绍扁钢可以是成品钢材,也可以做焊管的坯料和叠轧薄板用的薄板坯。角钢:分等边角钢和不等边角钢两种。角钢的规格用边长和边厚的尺寸表示。通常生产的角钢规格是2-20号,即边长的厘米数。如5号等边角钢即指边长为5cm(50mm)的角钢。同一号角钢常有2-7种不同的边厚。

拉拔工艺:混合拉丝工艺:为生产超高强度(3000牛顿/平方毫米)镀锌钢丝,应采用“混镀拉丝”工艺。优质线材拔丝典型工艺流程如下:铅淬火-一次拉拔-预镀锌-二次拉拔-镀锌-三次拉拔(干拉拔)-水箱拉拔成品钢丝。上述工艺可生产出碳含量为0.93-0.97%、直径为0.26毫米、强度为3921牛顿/平方毫米的超高强度镀锌钢丝。锌层在拉拔过程中保护和润滑钢丝表面,拉拔过程中不会发生断丝。先镀后拔工艺:为提高镀锌钢丝性能,采用钢丝经铅悴火、镀锌后再拉拔至成品的工艺称先镀后拔工艺。石家庄优质线材拔丝厂家接下来为您介绍典型工艺流程为:钢丝—铅淬火—镀锌—拉拔—成品钢丝。先镀后拔工艺是镀锌钢丝拉拔方法中流程短的一种,可用于热镀锌或电镀锌后拉拔。热镀锌后拉拔较先拔后镀钢丝力学性能好,电镀锌后拉拔使锌层致密耐。
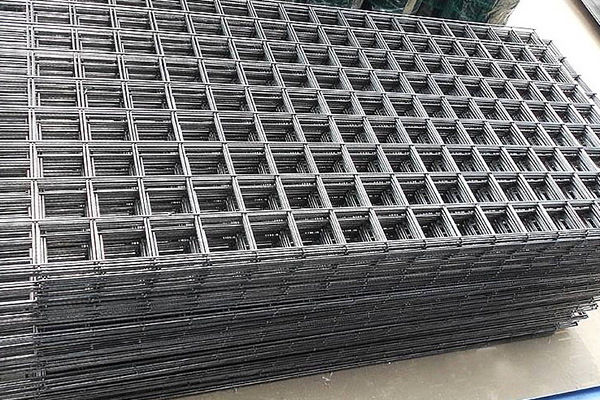
国家标准对屏幕的规格有一定的要求。直径与网格大小匹配,而不仅仅是直径大小。抹灰层网格不大于20×20,直径不小于1毫米,单独选择直径并不重要。哪个更好,40×40×0.9还是10×10×0.6的钢丝网,恐怕是10×10×0.6。石家庄优质线材拔丝厂家从安全角度来看,钢丝网在外墙抹灰中的作用主要是防止脱落的措施。由于位置问题,其对抗裂性的影响相对较小。对于外保温系统,它用于装饰砖。优质线材拔丝它还应该能防止掉落和破裂。在这种情况下,网格应为10×10×0.6。这些都是一些经验选择。网格的换算来源于国家规定的钢丝网规格,采用含钢量的等级换算。防护铁丝网片所用的铁丝是用低碳钢丝,中碳钢丝,高碳钢丝,不锈钢丝等材料编织或者焊接成。生产工艺有:普通编织型、压花编织型和点焊型。

联系人:梁经理
电话:13933933880
地址:河北省廊坊市霸州市王庄子乡靳家堡村
冷拔丝厂,冷拔丝厂家,拔丝生产厂家,霸州市朗迈五金制品有限公司



 冀公网安备13108102000624号
冀公网安备13108102000624号