

镀锌线可分为热镀锌线和冷镀锌线(电镀锌线)。不同之处在于热镀锌是在热的熔融锌溶液中浸涂的。生产速度快,涂层厚但不均匀,市场允许45微米的低厚度和300微米以上的高厚度。它颜色较深,消耗大量锌金属,与基体金属形成渗透层,具有良好的耐腐蚀性,可在室外环境中保持热镀锌数十年。冷镀锌(电镀锌)是在电镀槽中通过单向电流在金属表面逐渐镀锌。专业冷轧扁铁生产速度慢,涂层均匀,厚度较薄,通常只有3-15微米,外观光亮,耐腐蚀性差,几个月后就会生锈。与热镀锌相比,电镀锌的生产成本更低。徐州冷轧扁铁厂家接下来为您介绍改拔丝由热镀锌或者电镀锌铁丝改拔而成,表面光滑,明亮,它的抗拉强度变得更强。它主要用于制作衣架,制订,建筑,医疗,通讯,织网,制刷,高压管,绑线,手工艺品等方面。
镀锌钢丝由优质低碳钢制成,经过拉拔、酸洗、除锈、高温退火、热镀锌、冷却等工艺流程加工而成。与普通钢丝相比,镀锌拔丝具有良好的韧性和弹性,锌含量可达300g/m2。专业冷轧扁铁它具有镀锌层厚、耐腐蚀性强的特点。广泛应用于建筑、手工艺品、筛网编织、公路护栏、产品包装和日常民用等各个领域。为保证镀锌层能均匀覆盖钢丝,镀锌时应注意以下几点:镀锌前,钢丝应进行表面无油污处理。如有凹陷处,应采取措施进行填充,以保证镀锌均匀,避免漏镀。徐州专业冷轧扁铁厂家接下来为您介绍镀锌溶液的选择,由于镀锌溶液种类很多,按其性质可分为有氰化物镀液和无氰化物镀液两大类。有氰化物镀锌溶液具有良好的分散能力和覆盖能力,镀层结晶光滑细致,操作简甲,适用范围广。

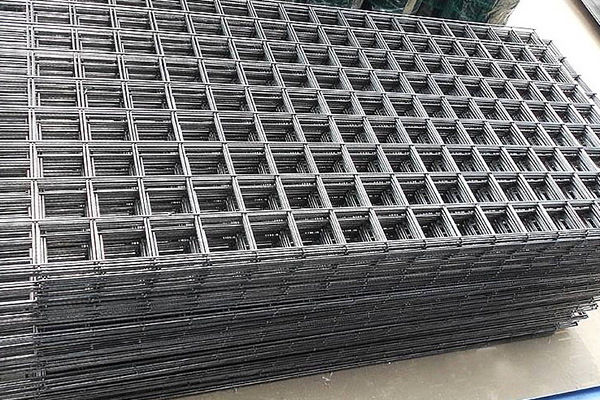
焊接技术:焊接采用专用焊机。焊接过程由计算机自动控制。焊接网格均匀,焊接质量好,焊接前后钢筋的力学性能几乎没有变化。焊接技术是一项非常重要的技术。焊接关系到钢筋网的质量。因此,必须焊接网以确保网的质量。焊接钢丝网又称冷轧带肋钢筋焊接网、钢丝网、冷轧带肋钢筋网、焊接钢丝网、冷轧带肋焊接网、钢丝网等。焊接钢筋网是由纵向钢筋和横向钢筋组成的网,以一定的距离和角度排列,所有交叉点焊接在一起。专业冷轧扁铁产品分类:钢网可分为冷轧带肋钢筋焊接网、冷轧带肋钢筋圆形焊接网、热轧带肋钢筋焊接网,冷轧带肋钢筋焊接网是应用广泛的。徐州专业冷轧扁铁厂家根据钢筋的等级、直径、长度和间距,焊接钢网分为焊接钢网和定制钢网两种.钢筋网片的使用可以使施工更快.只要钢网片按要求铺设即可。

中镀后拔工艺:中镀后拔工艺流程为:钢丝—铅淬火—一次拉拔—镀锌—二次拉拔—成品钢丝。中镀后拔特点是将铅淬火钢丝经一次拉拔后镀锌再经过二次拉拔至成品,镀锌在两次拉拔之间,故称‘中镀。用中镀后拔生产的钢丝锌层比先镀后拔要厚。徐州专业冷轧扁铁厂家下面为您介绍热镀锌中镀后拔可以给出高的总压缩率(从铅淬火到成品),比先镀后拔的钢丝性能好。不锈钢扁形钩混合镀拔工艺:为生产超高强度(3000牛/平方毫米)镀锌钢丝,要采用“混合镀拔”工艺。专业冷轧扁铁典型工艺流程如下:铅淬火—一次拉拔—预镀锌—二次拉拔—终镀锌—三次拉拔(干拉)—水箱拉拔一成品钢丝。上述流程可生产含碳0.93一0.97%、直径为0.26毫米、强度3921牛/平方毫米的超高强度镀锌钢丝。拉拔中锌层对钢丝表面起到保护及润滑作用,拉拔时未发生断丝。

冷拔加工技术可以使钢材具有更高的精度和更好的表面质量。然而,随着镀锌扁钢的生产工艺要求越来越高,镀锌扁铁的质量也越来越严格,生产中需要满足一定的要求。镀锌扁铁的价格自然成为人们关注的焦点。为了确保在开始拉拔时,通过镀锌扁钢可以将心轴平稳地带入变形区,心轴的端面通常以45°的角度翻转。徐州冷轧扁铁厂家使用锥形芯棒时,镀锌扁铁管壁的变形主要在芯棒顶部进行。因此,正确选择该芯棒的定径带长度和锥形部分的锥角非常重要。在一定的壁面减薄量下,锥角越小,壁面减薄面积越长,摩擦力越高,锥角越大,变形越集中,这往往会加剧心轴端部的磨损,增加正压的水平分量。锥角的选择应考虑各种因素的影响。专业冷轧扁铁常见的锥角为8°~9°。长芯轴的直径等于拉制管的内径,芯轴的长度应大于拉制管的长度。

联系人:梁经理
电话:13933933880
地址:河北省廊坊市霸州市王庄子乡靳家堡村
冷拔丝厂,冷拔丝厂家,拔丝生产厂家,霸州市朗迈五金制品有限公司



 冀公网安备13108102000624号
冀公网安备13108102000624号