
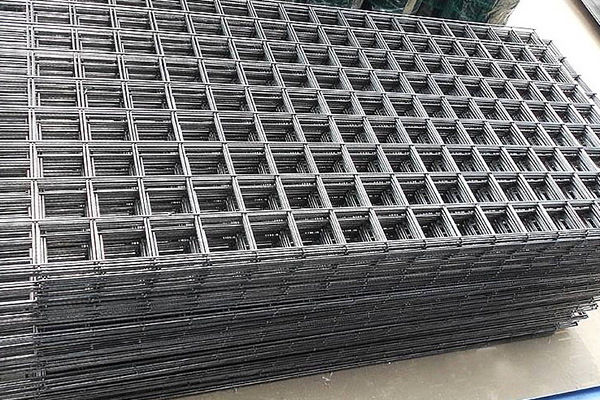
圆钢:圆型断面钢材,分热轧、锻制和冷拉三种,热轧圆钢的直径5-250mm,其中5-9mm的常用做拉拔钢丝的原料,叫做线材;由于成盘供应也叫热轧盘条。锻制圆钢直么较粗,用做轴坯。优质碰焊加工网片直径3-100毫米,尺寸精度较高。方钢:指方型钢,热轧和冷轧两种;热轧方钢的边长为5-250毫米;冷拉方钢的边长为3-100毫米。热镀锌扁铁:宽12-300mm、厚4-60mm、截面为并稍带纯边的钢材。天津优质碰焊加工网片生产商接下来为您介绍扁钢可以是成品钢材,也可以做焊管的坯料和叠轧薄板用的薄板坯。角钢:分等边角钢和不等边角钢两种。角钢的规格用边长和边厚的尺寸表示。通常生产的角钢规格是2-20号,即边长的厘米数。如5号等边角钢即指边长为5cm(50mm)的角钢。同一号角钢常有2-7种不同的边厚。

接地线的敷设:将接地扁铁预先拉直、钻孔、弯曲后,沿墙壁提起扁钢,将扁钢固定在支架的一端。接地线与墙面之间的间隙应为10mm~15mm。穿过墙壁时,钢套必须与接地线电连接。优质碰焊加工网片接地干线应焊接在接头处,端部预留或连接应符合设计规定。接地干线也应与建筑结构中的预留钢筋连接。天津碰焊加工网片生产商接下来为您介绍接地体也应埋在土层电阻率低、人们不常到达的地方。(水平接地体的局部埋设深度不应小于1米,绝缘(50~80毫米厚的沥青层)应部分包裹。)水平接地体的加工制造:一般采用-40毫米×40毫米×4毫米的镀锌扁铁。接地母线(扁钢)、避雷带和网(扁钢)扁钢需用支架固定。接地干线经过建筑物的伸缩(或沉降)缝时,如采用焊接固定,应将接地干线在过伸缩(或沉降)缝的一段做成弧形,或用φ12mm圆钢弯出弧形与接地扁铁焊接。

扁铁角度变形的修正:在校正扁铁的批量角变形时,可以制作一个90度角的凹凸模具,并用机械压制和顶进的方法进行校正。天津优质碰焊加工网片生产商接下来为您介绍扁铁的少量角局部变形可与矫直一起进行。当角度大于90度时,将一只手放在飞机上,用大锤直接击打另一只手,直到角度达到90度;其角度小于90°时,将内角向上垂直放一平面上,将适合的角度锤或手锤放于内角,用大锤击打,扩开角度达到90度。优质碰焊加工网片弯曲变形的矫正:用大锤矫正角钢将冷拉角钢放在矫架上,根据扁铁的长度,一人或两人握紧角钢的端部,另一人用大锤击中铁艺扁铁的立边面和角筋位置面,要求打准且稳。根据扁铁各面弯曲和翻转变化以及打锤者所站的位置,大锤击打扁铁各面时,其锤把应略有抬高或放低。

接地体(线)的连接应采用焊接,焊接处焊缝应饱满并有足够的机械强度,不得有夹渣、咬肉、裂纹、虚焊、气孔等缺陷,焊接处的药皮敲净后,刷沥青做防腐处理。天津优质碰焊加工网片生产商采用搭接焊时,其焊接长度如下:接地扁铁不小于其宽度的2倍,三面施焊。(当扁钢宽度不同时,搭接长度以宽的为准)。敷设前扁钢需调直,煨弯不得过死,直线段上不应有明显弯曲,并应立放。优质碰焊加工网片焊接长度为其直径的6倍并应双面施焊(当直径不同时,搭接长度以直径大的为准)。镀锌圆钢与镀锌扁钢连接时,其长度为圆钢直径的6倍。镀锌扁钢与镀锌钢管焊接时,为了连接可靠,除应在其接触部位两侧进行焊接处,还应直接将扁钢本身弯成弧形与钢管焊接。

用途:圆钢管有很高的静力强度、冲击韧性及较高的疲劳,淬透性较40Cr钢高,在油中临界淬透直径达16~78mm一,钢在高温下有高的蠕变强度与持久强度,钢的长期工作温度可达500℃。天津碰焊加工网片生产商接下来为您介绍圆钢的低温韧性也较好,可在-110℃工作。圆钢通常用作调质件,也可高中频表面淬火或淬火及低、中温回火后使用。优质碰焊加工网片适用于在高负荷下工作的重要结构件,特别是受冲击、震动、弯曲、扭转负荷的机件,如车轴、发动机传动机件、大电机轴、汽轮发动机主轴、轧钢机人字齿轮、曲轴、锤杆、连杆、紧固件以及石油工业的穿孔器等。

拉拔工艺:混合拉丝工艺:为生产超高强度(3000牛顿/平方毫米)镀锌钢丝,应采用“混镀拉丝”工艺。优质碰焊加工网片典型工艺流程如下:铅淬火-一次拉拔-预镀锌-二次拉拔-镀锌-三次拉拔(干拉拔)-水箱拉拔成品钢丝。上述工艺可生产出碳含量为0.93-0.97%、直径为0.26毫米、强度为3921牛顿/平方毫米的超高强度镀锌钢丝。锌层在拉拔过程中保护和润滑钢丝表面,拉拔过程中不会发生断丝。先镀后拔工艺:为提高镀锌钢丝性能,采用钢丝经铅悴火、镀锌后再拉拔至成品的工艺称先镀后拔工艺。天津优质碰焊加工网片生产商接下来为您介绍典型工艺流程为:钢丝—铅淬火—镀锌—拉拔—成品钢丝。先镀后拔工艺是镀锌钢丝拉拔方法中流程短的一种,可用于热镀锌或电镀锌后拉拔。热镀锌后拉拔较先拔后镀钢丝力学性能好,电镀锌后拉拔使锌层致密耐。

联系人:梁经理
电话:13933933880
地址:河北省廊坊市霸州市王庄子乡靳家堡村
冷拔丝厂,冷拔丝厂家,拔丝生产厂家,霸州市朗迈五金制品有限公司



 冀公网安备13108102000624号
冀公网安备13108102000624号