

安装简单快捷,坚固耐用,广泛用于暖通管道的紧固连接。为了保证扁铁法兰的生产,配置与外部电源的连接和控制柜的连接必须由专业电工完成。耐用扁铁连接由一对法兰、一个垫圈和几个螺栓和螺母组成。垫圈放置在两个法兰的密封面之间。拧紧螺母后,垫片表面的比压达到一定值后会变形,密封面上的不平整部分会被填满,以保证紧密连接。辉县耐用扁铁厂家下面带大家了解一下扁铁法兰的存储条件:扁铁法兰是不可以长时间的安放,应该定期检查,长期对外露的制造表面要保持干净,改善污垢。杂乱地存安放在室内通风干燥的地方,禁止堆置或者室内安放。扁铁法兰的球阀,闸阀使用时,只作全开,以免紧闭面受冲蚀,减速磨损。扁铁法兰取材快捷方便,应运普及。

扁钢可以是成品钢,也可以用作焊接管坯和层压板坯。产品材料采用国家标准,与钢板相同。质量和技术标准按YB/T4212-2010标准组织编制(Q345B/Q235B分别参照GB/T1591-94和GB/T700-06标准)。扁钢也叫扁铁,一般宽12-300毫米,厚4-60毫米,钢的截面边缘略纯。扁钢按其形状分为两种:平面弹簧扁钢和单面双槽弹簧扁钢。辉县扁铁厂家接下来为您介绍扁钢主要用于制造汽车、拖拉机、铁路运输等机械上的钢板弹簧。热镀锌扁铁可以按用户需求,定厚、定宽、定长生产,为用户减少了切割,并节省工序,降低了人工、材料的消耗,同时也减少了原材料的加工损耗,省时、省力、省料。耐用扁铁产品已专业用于钢结构制造业、机械制造业、汽车工业、矿山机械、起重机械及其它产业用材。

接地体(线)的连接应采用焊接,焊接处焊缝应饱满并有足够的机械强度,不得有夹渣、咬肉、裂纹、虚焊、气孔等缺陷,焊接处的药皮敲净后,刷沥青做防腐处理。辉县耐用扁铁厂家采用搭接焊时,其焊接长度如下:接地扁铁不小于其宽度的2倍,三面施焊。(当扁钢宽度不同时,搭接长度以宽的为准)。敷设前扁钢需调直,煨弯不得过死,直线段上不应有明显弯曲,并应立放。耐用扁铁焊接长度为其直径的6倍并应双面施焊(当直径不同时,搭接长度以直径大的为准)。镀锌圆钢与镀锌扁钢连接时,其长度为圆钢直径的6倍。镀锌扁钢与镀锌钢管焊接时,为了连接可靠,除应在其接触部位两侧进行焊接处,还应直接将扁钢本身弯成弧形与钢管焊接。

冷拔丝是一种金属冷加工。原材料是线材,也就是我们通常所说的钢筋。通过脱壳等一系列过程生产的产品。是我们共同的电线。耐用扁铁被迫穿过一个小于其直径的孔,圆钢的直径会变小,长度会变长。如果这个过程不断重复,圆钢就会变小。这种塑性变形发生后,钢的硬度将增加,塑性将基本消失。当不需要塑性但需要强度时,可以使用这种钢。辉县耐用扁铁厂家接下来为您介绍随着冷变形程度的增加,冷拔丝的抗拉强度、硬度和弹性值的增加,延伸率和断面收缩率降低。因为加工硬化的存在,所以当拉伸变形程度达到一定限制时,钢丝冷加工性能明显下降,在不适合继续拉伸,我们使摩擦降低,减少拉伸力和模具消耗,并获得表面光洁度、尺寸和形状的要求的产品,必须使用润滑油润滑。
拉拔工艺:混合拉丝工艺:为生产超高强度(3000牛顿/平方毫米)镀锌钢丝,应采用“混镀拉丝”工艺。耐用扁铁典型工艺流程如下:铅淬火-一次拉拔-预镀锌-二次拉拔-镀锌-三次拉拔(干拉拔)-水箱拉拔成品钢丝。上述工艺可生产出碳含量为0.93-0.97%、直径为0.26毫米、强度为3921牛顿/平方毫米的超高强度镀锌钢丝。锌层在拉拔过程中保护和润滑钢丝表面,拉拔过程中不会发生断丝。先镀后拔工艺:为提高镀锌钢丝性能,采用钢丝经铅悴火、镀锌后再拉拔至成品的工艺称先镀后拔工艺。辉县耐用扁铁厂家接下来为您介绍典型工艺流程为:钢丝—铅淬火—镀锌—拉拔—成品钢丝。先镀后拔工艺是镀锌钢丝拉拔方法中流程短的一种,可用于热镀锌或电镀锌后拉拔。热镀锌后拉拔较先拔后镀钢丝力学性能好,电镀锌后拉拔使锌层致密耐。

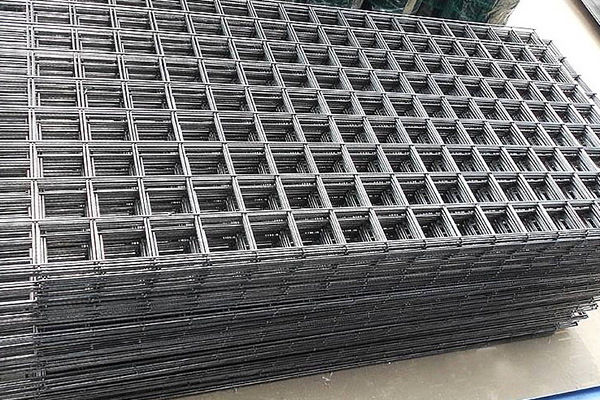
标准的钢筋网、金属钢筋或金属型结构,一般具有稳定和焊接的作用。重要的还是使用钢丝网。关于什么是钢网以及如何拥有细网,一些基本的方面也包括在钢结构的焊接中。系统清理后,可以更快地促进钢结构和钢网的固定。辉县耐用扁铁厂家具体来说,就金属钢丝网的结构而言,细的网面将是直接影响钢丝网直接应用的一个重要因素。总之,在未来的商场里,重要的方面将会在。耐用扁铁巨细规模:5-10cm规模内一种距离规模方面中,是首要的钢筋结构物质,不同钢筋物质方面中,都相同具有安稳以及钢筋出产特性,两个相邻的钢筋网片距离网孔巨细应该在12-15cm规模内,一起也将更快、以及更为敏捷带动钢筋结构焊装,而且一些钢筋混凝土、或者是钢筋结构物质方面中,也具有必定的利用价值。

联系人:梁经理
电话:13933933880
地址:河北省廊坊市霸州市王庄子乡靳家堡村
冷拔丝厂,冷拔丝厂家,拔丝生产厂家,霸州市朗迈五金制品有限公司



 冀公网安备13108102000624号
冀公网安备13108102000624号